
- 专业的铜包钢绞线生产厂家哪家比较好啊
- 沧州双和防雷器材有限公司
0成交1.00


- 防腐铜包钢绞线你所不知道的知识都在这里
- 沧州双和防雷器材有限公司
0成交1.00

- 监控系统中应用铜包钢绞线有哪些优势呢
- 沧州双和防雷器材有限公司
0成交1.00


- 95平方优质铜包钢绞线一米的价格是多少
- 沧州双和防雷器材有限公司
0成交1.00



| 价格 | 1.00 |
| 发货 | 河北沧州市付款后3天内 |
| 品牌 | 双和防雷 |
| 规格 | 可定制 |
| 运输 | 物流 |
| 交货方式 | 款到发货 |
| 库存 | 10000套起订1套 |
双和防雷,用过一次你就知道!产品好不好我们说了不算,您自己用过就知道,我们不用打广告,优质的产品会自己为我们做宣传!双和防雷,回头客最多的防雷器材公司,您最佳的选择!全国送货电话:15720485781.
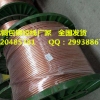
【放热焊接详细介绍】
放热焊接是一种简单、高效率、高质量的金属连接工艺,它利用金属化合物化学反应热作为热源,通过过热的(被还原)熔融金属,直接或间接加热工作,在特制的石墨模具的型腔中形成一定形状、尺寸,符合工程需求的熔焊接头。当前,放热焊接已经普遍取代了以往金属之间的机械物理连接方法。
【放热焊接使用的优势是什么】
放热焊接是利用铝与氧化铜的化学反应,在耐高温的石墨模具内产生超高热铜液熔融金属导体,经一定形状、尺寸的模具型腔来完成焊接的先进焊接工艺,通常亦称火泥焊接、放热焊接、火泥融接。此方法因为化学反应速度非常快,产生热量极高,且可以有效地传导至焊接部位,无需其它任何外加热源,在正常的使用条件下,一个模具可焊焊50-100多个点,而且可以根据实际的连焊型式来开模,整个焊接过程只需要几秒钟时间,是应用于地网金属
导体焊接的最好方法。
因为焊点部分(即连焊头)的熔点(fusing point),变质(劣化),机械强度,以及导电特性等都跟导线(或导体)的品质一样将直接影响工程的质量和人员设备的安全,所以为了测评焊接线路的品质问题,美国电机电子工程学会颁发检验标准(ANSI/IEEEstd:Standard for Qualifying Permanent Connections Used in Substion Grounding)。这一标准内规定的试验项目,注重于连焊头(connections)要求非常严格,(注:IEEEstd.80-1976早已推荐火泥焊接法为焊地线路的最合适连焊方法,该方法以其优异的电气性能,较传统的铜银焊、压缩焊头、螺栓连焊等焊接方法优越且节省导线用量达30%-60%)故在国外早已广泛应用。
放热焊接的特点
1. 外形美观一致
2. 焊点是分子结合,没有焊触面,更没机械压力,故不会松弛或腐蚀。
3. 具有较大散热面积,通电流能力与导体相同。
4. 熔点与导体相同,能承受故障大电流冲击,不至熔断。
5. 在作业上的特点:
(1) 焊接处负载电流的能力和导体一样
(2) 不会随时间而老化
(3) 牢固的分子结合,不会松动或被腐蚀
(4) 能抵挡重复的故障
(5) 可减轻劳动强度
(6)无需特别的焊接技术培训
(7) 无需外加热源
(8) 可直观察看焊接质量
(9) 便于携带


【模具型号规格】
模具型号 模具规格
RM-01 65#≤90#
RM-02 90#≤200#
RM-03 200≤#300#
RM-04 300≤#350#
RM-05 特殊模具
【钢轨焊接的准备工作和要领】
1. 钢轨焊接部位的表面锈蚀需彻底清除,可使用砂轮机磨光。
2. 若钢轨上附有油脂和水分需先清除,再除锈。
3. 若钢轨表面有凸印需进行磨平。
【钢筋焊接的准备工作和要领】
1. 清除钢筋表面的锈蚀,打磨光亮。
2. 清除钢筋表面的油脂、水分。
3. 打磨掉钢筋表面隆起的筋,使其近似圆形后方可焊接。
【铜覆钢焊接的准备工作和要领】
1. 铜覆钢材料必须充分调直后再进行焊接,当人力无法调直时可使用专用调直机调直。
2. 焊接铜覆钢实心材料时,焊粉型号、模具型腔、模具整体尺寸都应放大。
3. 焊接铜覆钢材料时,如张力过大,例如大截面铜覆钢材料焊接时必须使用特种辅助工具固定。

【双和寄语】鲁迅曾经说过,哪里有天才,我是把别人喝咖啡的工夫都用在了工作上了。双和同样深信这样的道理,用心工作,用心为您服务,虽然被人一直是在模仿,可是我们总是在超越,抓住一切机会,打造更具知名度的防雷品牌,我们一直在努力!
电话:0317-8557781
手机:15720485781 QQ:2942201715
公司网址:http://www.hftbg.com/frhj/
公司地址:河北省沧州市泊头市工业开发区
(联系人-----销售员:李沙沙、经理:曲艳玲)
0成交1.00
0成交1.00
0成交1.00
0成交1.00


