双螺杆造粒机生产线
组各参数的内在联系和最佳平衡。
a、参数有:主机转速、主机电流、喂料转速、切粒转速、熔体压力、熔体温度、区段温度等等b、主机转速和电流没有直接关系,但转速越高,电损相应会节约些。 c、喂料一般采用半饥饿喂料,所以喂料大小直接关系挤出生产产能。
d、熔体温度基本就是物料的实际温度;区段温度与实际物料温度有差距,一般差5~20度。这是因为测温探头与物料接触与否而带来的差别。
e、主机转速、喂料转速和区段温度设定的最佳匹配和平衡,以最大限度发挥挤出效能,实现质量高、产量高的产品来。(同时考虑螺杆元件组合).
四、小机型与大机型的区别。
小机型螺杆直径小,螺杆与筒体内壁容腔小,传热和散热效能高,物料分散也好。这就是为什么实验室能做出非常好的产品来,而同等放大到大机型机组就实现不了。
五、物料本身性能和工艺特性与双螺杆挤出实现之内在联系。
a、塑料改性千变万化:橡塑共混、塑料合金、填充改性、增韧改性、玻纤增强、反应挤出等等。
b、工艺特性:是实现几种原材料简单的物理熔融共混还是物理反应挤出?是将原材料预混好一起喂料还是分开分段喂料?
c、根据物料性能和工艺特性来设计出合理的螺杆元件组合和参数设定。
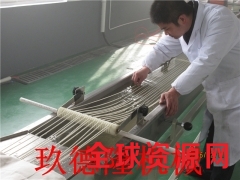
六、从挤出条或造粒的粒子可以直观判别物料共混挤出质量。
料条或粒子光滑、色泽均匀可以直观表征出挤出产品的质量,粒子韧劲也能多少反映出增韧效果或动态硫化产品中的橡胶硫化程度。