


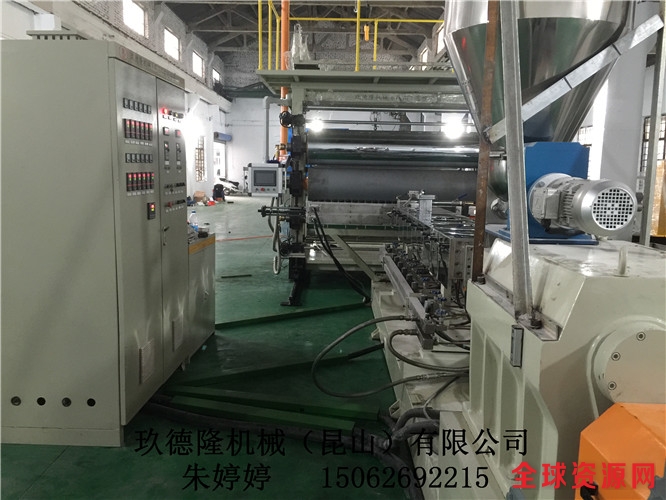

- 塑料片材挤出机
- 塑料片材生产线有限公司
0成交88888.00

- 片材生产线
- 塑料片材生产线有限公司
0成交88888.00
- 塑料片材生产线,塑料片材生产线
- 塑料片材生产线有限公司
0成交8888.00
- 片材生产设备
- 塑料片材生产线有限公司
0成交666.00

- 片材挤出机
- 塑料片材生产线有限公司
0成交88888.00

- 箱包片材生产线
- 塑料片材生产线有限公司
0成交6666.00

- 汽车内饰片材生产线
- 塑料片材生产线有限公司
0成交2215.00

- EVA片材生产线
- 塑料片材生产线有限公司
0成交2215.00

- POE片材生产线,片材生产线价格
- 塑料片材生产线有限公司
0成交666.00


